电磁感应加热技术
文章出处: 责任编辑:正航仪器 发表时间:2014-03-03自工业上开始应用感应加热能源以来,已过去近80年了。感应加热可用于金属熔炼、透热、热处理和焊接等过程,已成为冶金、国防、机械加工等部门及铸、锻和船舶、飞机、汽车制造业等不可或缺的技术。电磁感应加热的实质是由磁感应电流产生热能的电加热方式,它是依靠感应器通过电磁感应把电能传递给被加热的金属,电能再在金属内部转变为热能,达到加热金属的目的。电磁感应加热具有电效率高、加热速度快、设备简单等优点,使得这项技术发展相当快,已经在很多行业得到应用。
一、电磁感应加热基本工作原理
感应加热是利用电磁感应的原理将电能转变成热能,感应加热的基本原理可以用电磁感应定理和焦耳-愣次定理来描述。如图1-3所示。

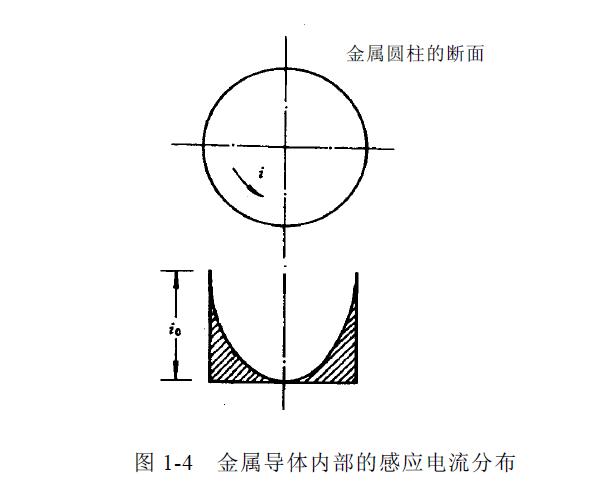
在一个金属导体外边套上一个匝数为N1的线圈,当交变电流I1通过感应圈时,感应圈内就会产生交变磁通φ。根据电磁感应定理,当穿过任何一闭合回路所限制的面的磁通量随时间发生变化时,在回路上就会产生感应电动势e。而金属工件可视为一短路导体,于是在感应电势的作用下,金属内会有电流产生,此电流称为感应电流或涡流,金属圆柱中的感应电流的分布如图1-4所示。任何金属都有一定的电阻,根据焦耳-愣次定理,涡流在具有一定电流。
二、电磁感应的三个效应
1、集肤效应和透入深度众所周知,直流电源流经导体时,电流在导体截面上是均匀分布的,但交流电流则不然。当交流电流流经导体时,电流沿导体截面上的分布是不均匀的,的电流密度出现在导体的表面层。这种电流聚集于表面的现象称为集肤效应。其原因是由于与导体表面交链的磁力线比与导体内部所交链的磁力线要少,因此导体表面的电感和阻抗小于内部的电感和阻抗,而电流总是沿着阻抗最小的路径流动,所以电流会聚集到导体的表面形成集肤效应,而且电流频率越高,集肤效应越明显。
当导体放在交变磁场中时,产生的涡流也是交变的,它沿着截面的分布也是聚集在表面一层,其电流密度由表面至中心近似的按指数函数迅速下降。假设在距离表面△处,电流密度已衰减至0.368(即1/e),即认为电流只是在深度为△的薄层中以均匀的电流通过,其余部分无电流流过,称△为电流透入深度。由于电流在导体中所产生的焦耳热与电流的平方成正比,当电流密度衰减至1/e时,其功率已衰减至1/e2=0.135。也就是说,在电流透入深度△中所产生的焦耳热为导体中总功率的0.865,这对于工程应用来讲,已经能够满足要求。电流透入深度△可按照下式计算。
2、邻近效应相邻两导体通以交流电流时,在相互影响下导体中的电流要重新分布。当两电流方向相反时,电流聚于导体内侧;方向相同时,电流被排斥于导体外侧,这种现象称为邻近效应。如图1-5所示。因为两电流方向相反时,导体间两电流所建立的磁场方向相同,总磁场增大,而
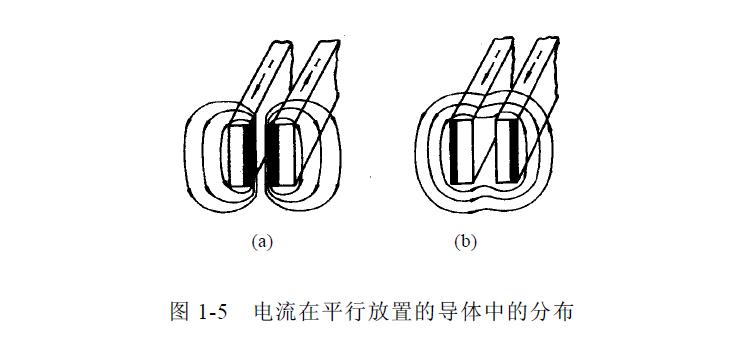
两导体外侧的磁场却相互消弱;同理,两电流方向相同时,总磁场相互消弱,而两导体外侧的磁场却增大。
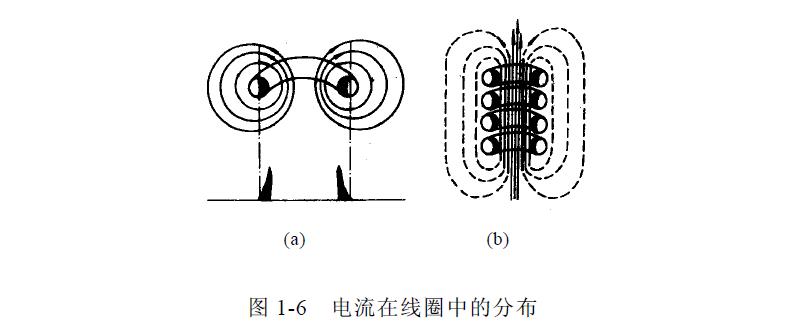
三、圆环效应如果交流电流通过圆环形螺管线圈时,电流密度出现在线圈导体的内侧,这种现象称为圆环效应。如图1-6所示。这是因为通常磁力线在环内集中,在环的外侧较为分散。因此在导体外侧交链的磁通比在导体内侧交链的磁通要多,这样导体外侧的电感和阻抗较内侧大,电流向内侧集中。
感应加热时上述几种效应的综合利用。将工件放在适当形状的感应器里面,并对感应加热设备施以交流电压,根据电磁感应原理,在感应器中就会产生交变磁场。圆环效应在感应器本身得以体现,感应器与工件间为邻近效应,而工件本身表现为集肤效应,即感应所产生的涡流会大部分集中在工件的表面。
三、电磁感应加热的主要特点
随着感应加热理论和感应加热装置的发展,感应加热的应用领域随之扩大,其应用范围越来越广,其原因主要是因为感应加热具有如下一些特点:
(1)加热温度高,而且是非接触式加热;
(2)加热效率高,节省了大量的能源;
(3)加热速度快,减少了加热物表面被氧化的几率;
(4)加热的温度可以通过调节电参数加以控制,使产品的质量稳定,并节约了能源;
(5)可以进行局部加热,并使工件受热均匀,优化了产品质量;
(6)容易对操作过程实行自动化控制,提高生产效率;
(7)作业环境好,几乎没有热、噪音和灰尘;
(8)能对形状复杂的零件进行加热。(正航仪器整理)http://www.zhenghang88.cn
上一篇: 电弧喷涂技术综合概述
下一篇: 恒温恒湿老化房的蒸发器安装不良有何影响?
精选文章
