齿轮加工原理有几种方法
文章出处: 责任编辑:正航仪器 发表时间:2014-05-30一、仿型法
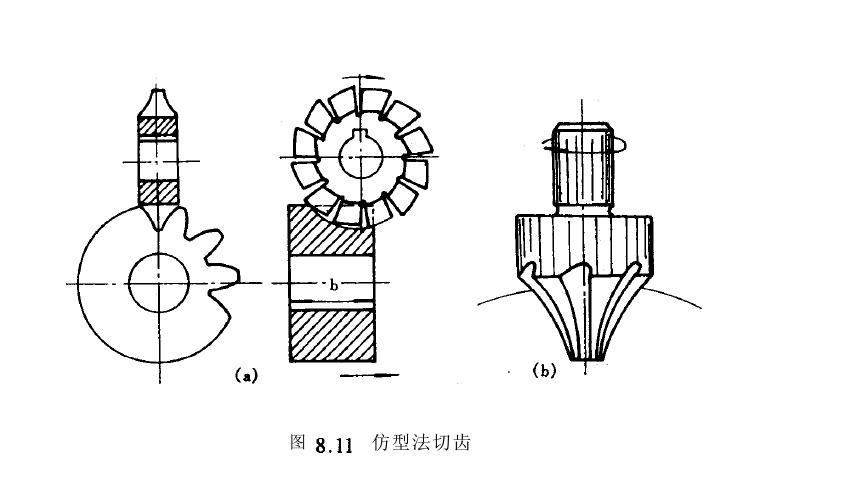
这种方法是用圆盘铣刀(图8.11(。)域指状铣刀(图(b))在普通铣床上将轮坯齿槽的材料逐一铣掉,其铣刀的轴向剖面形状与齿轮齿槽的齿廓形状完全相同。加工时,铣刀绕自身的轴线旋转,同时轮坯沿齿轮轴线方向作直线移动。当切出一个齿槽后,将轮坯转过的角度,再铣第二个齿槽,依此类推。
这种切齿方法简单,不需要专用机床,但生产率低,精度差,仅适用于单件生产及精度要求不高的齿轮加工。
二、范成法
范成法是利用一对齿轮(或齿轮与齿条)互相啮合时,其共额齿廓互为包络线的原理来加工齿轮的。所以范成法又称包络法。如果把其中一个齿轮(或齿条)做成刀具,就可以用它来切出与其共95的渐开线齿廓。用范成法加工齿轮的常用刀具如下:
1、齿轮插刀
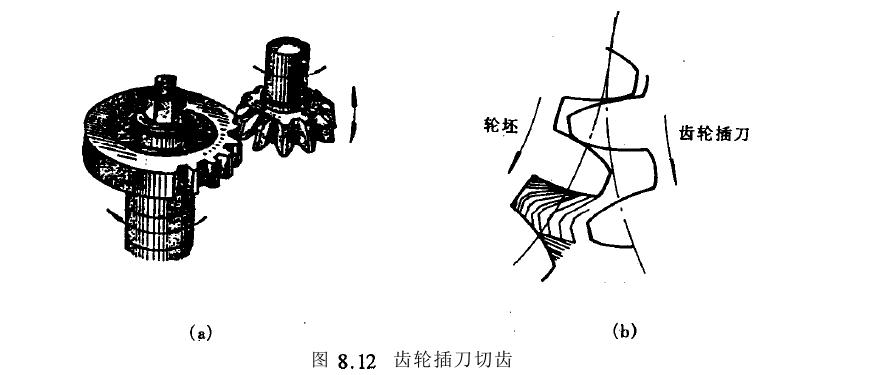
齿轮插刀的形状如图8.12(a)F6示,其外形像一个具有刀刃的外齿轮,刀具顶部比正
常齿高出m,以便切出径向间隙部分。插齿时,插刀沿轮坯轴线作往复切削运动,同时强迫插刀与轮坯模仿一对齿轮传动那样以一定的角速比转动,如图8.12(b)所示,直至全部齿槽切削完毕。
因插齿刀的齿廓为渐开线,所以插制的齿轮也是渐开线。根据正确啮合条件,被切齿轮的模数和压力角与插刀的模数和压力角相等。故用同一把插刀插制出来的齿轮都能正确啮合。
2、齿条插刀
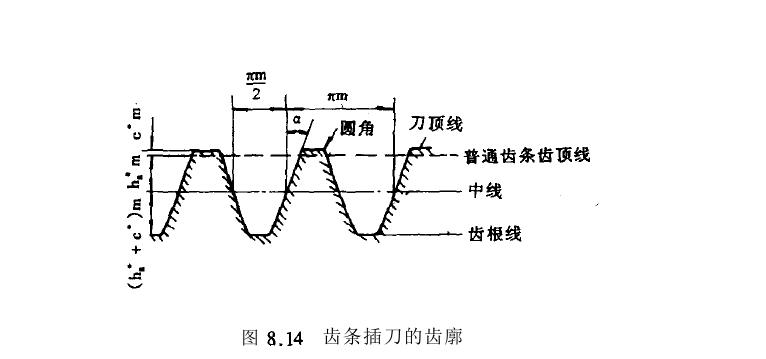
齿条插刀又叫梳齿刀。用齿条插刀切齿是模仿齿条与齿轮的啮合过程,把刀具做成齿条状,如图8.13所示。图8.14表示齿条插刀齿廓的形状,其顶部比一般的齿条高出。人圆角部分),以便切出齿轮传动时的径向间隙部分。因齿条的齿廓为一直线,由图可见,不论在中线(齿厚与齿槽宽相等的直线)上还是在与中线平行的其他任一直线上,它们都具在相同的齿距F(刚>相同的模数网和相同的齿廓压力角。对于齿条刀具,。也称为齿形角或刀具角。切制标准齿轮时,应令轮坯径向进给直至刀具中线与轮坏分度圆相切并保持纯滚动。
3、齿轮摄刀
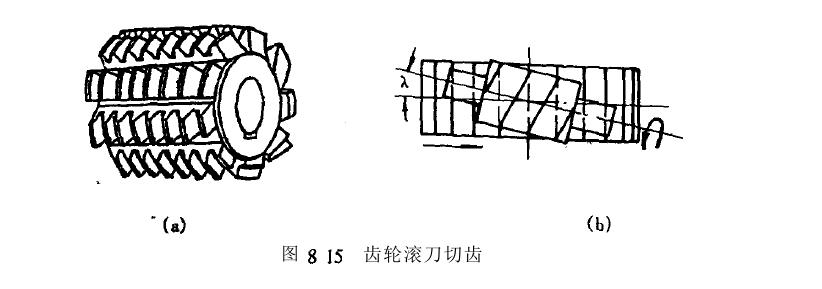
用上述两种刀具加工齿轮的共同缺点是切削不连续,生产率较低。目前广泛采用的齿轮滚刀,能连续切削,生产宰较高。图8.15(s)、(b财别表示滚刀及其加工齿轮的情形。滚刀为一具有斜纵槽的蛹杆形状刀具,其轴向截面为一齿条。因此滚刀的转动就相当于齿条的移动。加工时滚刀和轮坯各绕自身的轴线以一定的角速比等速转动;同时滚刀又沿轮坯的轴线方向作缓慢的移动直至切出整个轮齿。在加工直齿轮时,为使刀具螺旋线方向与被切齿轮方向一致,安装滚刀时应使其轴线与轮坯端面成一滚刀升角A,如图8.15(b)。http://www.zhenghang88.cn
上一篇: 纵观齿轮机构的类型及特点
下一篇: 正航带您了解斜齿圆柱齿轮机构
精选文章
