正航仪器电机和压缩机的校正研析
文章出处: 责任编辑:正航仪器 发表时间:2014-07-01压缩机轴封与轴承的寿命以及电机轴承的寿命取决于正确的联轴器的安装与校准。机组出厂前已对联轴器作了平行偏差及角偏差的调整,但在机组的运输搬运过程中,可能发生变形移动,因此在现场安装后必须重新检测压缩机安装盘和电机安装盘之间的距离并重新找正。机组在启动之前必须作初次找正并在热运行4小时后重新检查。
找正时可用指针百分表及连接工具来测量轴的角偏差与平行偏差。联轴器的调节就是交替测量角偏差和平行偏差并调整电机位置直到偏差值在规定的范围内(见下表)。
| 压缩机 | 联轴器 | 百分表指示值(mm) | 间距F | G | 拧紧力矩 | 许用补偿量 | |||
| 型号 | 型号 | 角向 | 径向 | 轴向 | mm | mm | Nm | 角向(°) | 轴向(mm) |
| LG16 | D4-112 | 0.08 | 0.08 | 120 | 11.1 | 39~43 | 1 | 4.5 | |
| LG20 | D4-220 | 0.11 | 0.10 | 0~+0.4 | 125 | 15.6 | 137~154 | 1 | 6.4 |
| LG25 | D6-440 | 0.10 | 0.10 | 120 | 13.5 | 95~100 | 2/3 | 3.4 | |
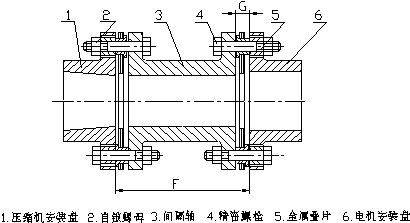
联轴器
(一)检查两个安装盘质检的间距
拆下任意一个安装盘与间隔轴的连接螺栓及金属叠片,另一个安装盘与间隔轴仍保持联接,检查电机安装盘与压缩机安装盘是否处于正确的安装位置,然后测取它们的间距F,在圆周方向取3~4个读数的平均值,并使此尺寸符合上表的要求。若采用补偿,要考虑予补偿值来调两安装盘的间距。
(二)冷状态下的次校正
1.0检查角偏差
1.1按图1所示安装好指针百分表,使百分表的触头与压缩机安装盘接触,方向指向电机。
用两螺栓连接安装盘与间隔轴,旋转两个安装盘若干转,确保百分表的触头略微受力。
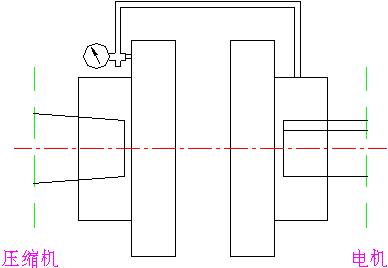
图1
1.2使百分表位于时钟零点钟的位置(见图1),并将百分表读数设为0。将电机安装盘与压缩机安装盘同时旋转180°至六点钟位置(见图2),这时百分表上的测量值为的角偏差值。
注:当安装盘旋转时,可借助镜子观察百分表上的读数。
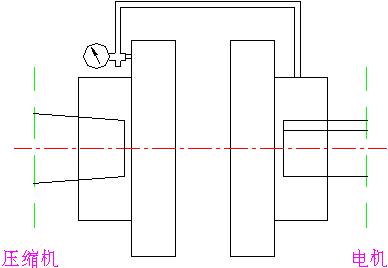
图2
1.3松开电机地脚螺栓,移动电机或调整电机脚板下的调整垫片以纠正角偏差。角偏差调整好后,重新拧紧电机地脚螺栓,重复步骤1至3,对所作的纠正进行检查,对角偏差作进一步调整和检查直到百分表读数在规定范围内。
2.0检查垂直方向平行偏差。
2.1按图3所示安装好百分表,使百分表触头与压缩机安装盘外圆接触并略微受力。
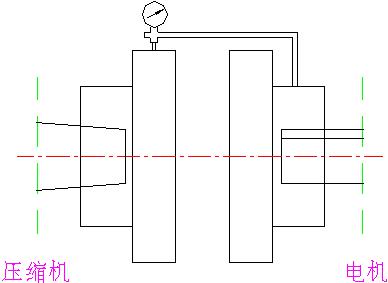
图3
2.2使百分表位于时钟零点钟位置(见图3),并将电机与压缩机安装盘同时旋转180°至时钟六点钟位置(见图4),这时百分表的读数为垂直平行偏差的两倍。
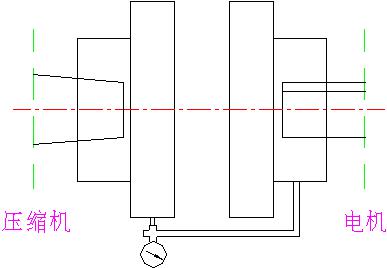
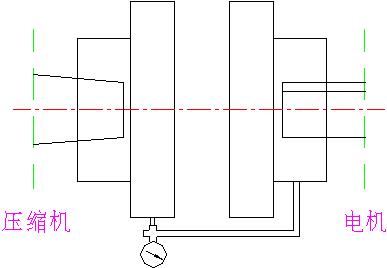
图4
2.3松开电机地脚螺栓,调整电机脚板下的调整垫片直到垂直平行偏差在电机地脚螺栓被旋紧时,不超过规定范围。
注意:纠正平行偏差时应谨防轴向间距和角偏差值受到影响。
垂直平行偏差调整好后,拧紧电机地脚螺栓,重复步骤1~3直到角偏差合乎要求。3.检查水平平行偏差。
使百分表位于时钟三点(见图5),并将百分表的读数设置为零,将电机与压缩机的安装盘同时旋转180°至时钟九点钟位置(见图6),这时百分表的读数为水平平行偏差的两倍,利用电机脚板旁的调节螺钉调节水平平行偏差直到该值达到要求。
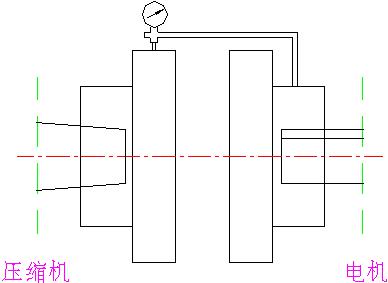
图5(俯视)图6(俯视)
4.重新检查角偏差并根据需要重新加以调节。
5.拧紧电机地脚螺栓并同时旋转两个联轴节,在0~360°全程以90°为一个增量对角偏差与平行偏差进行检查。如果测量值超过规定值,重新进行调节。
6.当联轴器调整好后,记录平行偏差值及角偏差值,作为此后的热调节的参考。
7.在现场可采取以下简便方法进行找正,如图7所示。用两个百分表在联轴器安装盘的外园上同时测得数据。
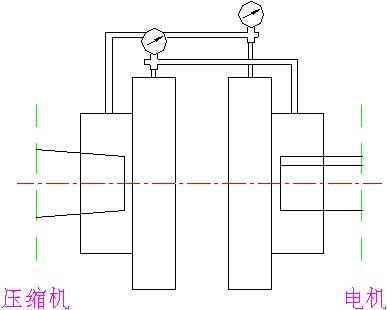
图7
8.点动电机检查电机旋转方向是否正确。面向电机外伸轴,电机的旋转方向为逆时针。检查油泵转向是否与泵体上箭头方向一致。
(三)安装驱动隔离器和叠片组件
按标记将叠片组件、间隔轴放在两安装盘之间,并按标记对准。然后分别将两端的精密螺栓、衬套、自锁螺母对号装入,先紧固一端螺母,紧固时要尽量注意使螺栓不要转动,严格按拧紧力矩(见表1)要求,用扭力扳手对角顺序分3~5次均匀拧紧,然后复测另一端安装盘与间隔轴之间的间距G值,在圆周上测四个位置,G值的平均值应在片组实际厚度基础上再加以0~+0.4范围内,四个位置的数值相互差不允许大于0.1,若不符合要求应重新调整,全部调整合格后才可按拧紧力矩要求均匀拧紧螺母。
自锁螺母装配时,应涂少量中性润滑油。自锁螺母允许多次使用,但若用手能自由地将自锁螺母锁紧部位拧入螺栓或自锁螺母收口部位有裂纹等缺陷时应报废,严禁再使用。
(四)热运行后的调节
在机组连续运行4小时且所有部件都达到运行温度时,停机并迅速将百分表安装在联轴节上,检查平行偏差值及角偏差值,将它们与冷调节时的记录加以比较,并调整其偏差。初次调整完后重新启动机组并使其达到运行温度,停机并再次检查两个偏差值,重复上述步骤直到达到要求。
(五)最终热运行调节
机组运行约一周后,停机并立即重新检查同轴度(角偏差和平行偏差),若不正常,则重新调节直到满足要求。
http://www.zhenghang88.cn
上一篇: 压缩机分类概述
下一篇: 制冷基础检测安装注意事项
精选文章
