锂电池极片干燥箱风速场均匀性量化研究
文章出处: 责任编辑:正航仪器 发表时间:2014-09-29以极片上表面的关键截面为分析对象,按1em间距的网格取风速数据点共19547个,其平均风速为0.49m/s,风速为1.346 m/s,最小风速为0.003m/s。利用Tecplot将这些数据值进行三维显示,如图5所示。图中:轴L为关键截面长度坐标,平行于干燥箱长度方向;轴舻为关键截面宽度坐标,平行于干燥箱宽度方向;V为风速。
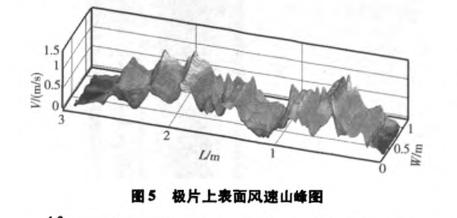
可见,沿干燥箱长度方向上,对应各个风刀出口位置上风速较高,但各风刀风速大小情况有所不同;沿干燥箱宽度方向上,各个风刀出口风速基本对称,个别风刀由于干燥箱局部结构及迸、排风口位置的影响风速有所不均。对极片干燥起主要作用的是风刀出口的空气流,其速度的大小、均匀性、对称性尤为关键,文中首次提出衡量以上均匀性及对称性的量化指标及计算方法,并针对风刀出I:1风速进行着重讨论。采用第2节的边界条件,各风刀出口沿干燥箱宽度方向风速分布如图6所示(数字l一9分另q为第1个一第9个风刀),风刀1一风刀9沿进风口至该节干燥箱尾部依次排布。对任一风刀。考察其性能好坏的量化评价指标是风刀出口风速沿风刀长度方向(也就是干燥箱宽度方向)的对称度和均匀度。
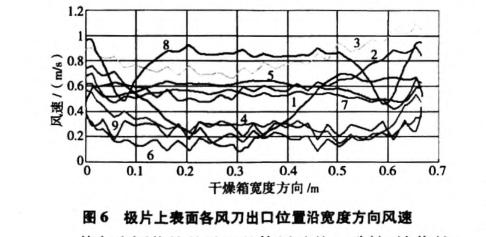
均匀度评价的是风刀整体风速的一致性,该值越高。图6中曲线越平直;对称度评价的是任意一个风刀长度方向中心两侧对称位置上风速的一致性,该值越高,图6中曲线左右越对称。实质上,对称度也是均匀度的一种体现,二者共同决定了极片宽度方向上干燥速度与强度的一致性,这直接关系到干燥效果的优劣。利用上述风速场均匀性指标及其计算方法。表1列出了干燥箱各风刀具体量化指标数据及总体量化指标平均值。

从表l中可见,除风刀1(位于进风口下侧)性能不尽满意外,其他各风刀风速的对称度及均匀度均比较好,而风刀l性能不佳的原因在于干燥箱左右两侧的进风口气流对冲所致。其他风刀的对称度与均匀度均大于75%,总体平均程度大于80%.说明各风刀工作状态良好,可对极片起到良好的干燥作用。
http://www.zhenghang88.cn
上一篇: 节能新式恒温恒湿空调系统简介
精选文章
